 |
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
Electrodeposited Copper for On-chip Interconnects:
|
|
|
|
Tools for the Microelectronics Industry
|
|
|
|
The introduction of copper metallization and low dielectric constant materials into chip manufacture is the most difficult
interconnect challenge of modern microelectronics.Current state-of-the-art chips have interconnects, or on-chip "wiring," as narrow as 150 nm
to 180 nm with height to width ratios as great as 2:1. The filling of such trenches with copper can currently be accomplished by
electrodeposition, but roadmaps for the semiconductor industry state needs for trenches as narrow as 50 nm with a 10:1 aspect ratio.
Researchers at NIST are providing the fundamental understanding required to achieve these goals. Models of the mechanism
behind superfilling during copper electrodeposition, and associated computational and measurement tools developed at NIST are
addressing the needs of the microelectronics community and are already in use by industry to streamline the development of
electrodeposition baths.
|
|
|
|
|
The semiconductor industry has recently shifted from the use
of aluminum for interconnects, or on-chip "wiring," in
integrated circuits to copper because of its lower resistivity and
higher electromigration resistance. Electrodeposition has been found
to be the best means to deposit copper into the narrow,
deep trenches used for circuitry, since "superconformal" deposition
is possible which fills very narrow trenches without porosity.
An electrolytic copper linewidth of 180 nm is now
commonly found in IC fabrication. Extension to the narrower and
deeper lines needed in the next generation of IC requires
industrial development of new electrolytes and deposition schemes.
Development of plating baths able to deposit in trenches
with aspect ratios (height/width) as high as 10:1 is limited by
the necessity of time-consuming, resource-intensive evaluations
with actual nano-scale patterned substrates. Such experiments
require microstructural characterization by focused ion beam
(FIB), scanning electron microscopy (SEM) and transmission
electron microscopy (TEM) on an individual basis.
NIST efforts address metrology needed for
superconformal deposition that minimizes this time-consuming
experimental work. The mechanism responsible for superconformal
electrodeposition of copper in high aspect ratio features has
been determined. Simulations from a model based on this
mechanism have been shown to predict results of electrodeposition
filling experiments in trenches as small as »90 nm wide and
»450 nm deep. No fitting parameters are required to model this behavior.
This work has built upon two recent Metallurgy
Division discoveries. First, an electrolyte was developed that
yields superconformal electrodeposition of copper. Second,
voltage cycling-induced hysteresis of copper deposition rate on
flat copper specimens was shown to be indicative of the ability of
an electrolyte to yield superconformal deposition.
Superconformal deposition was shown to occur only when both an
inhibiting additive and an accelerating additive are present in the electrolyte.
Kinetic parameters for particular electrolytes are obtained
from the cyclic voltammetry described above. These kinetic
parameters describe the rate at which the accelerating additive accumulates
on the copper surface, displacing the inhibiting additive that
retards local copper deposition. They also quantify the impact
this accumulation has on the local copper deposition rate.
The NIST Curvature Enhanced Accelerator Coverage
(CEAC) model of superconformal electrodeposition uses these
parameters to predict filling of features. Most importantly, this
model recognizes changes of local coverage of accelerator on the
interface both by accumulation from the electrolyte and by changes of
the local area upon which the accelerator has adsorbed.
Accumulation of accelerator at the bottom of superfilling trenches is
dominated by this geometrical effect. Accelerator coverage on the bottoms
of
|
|
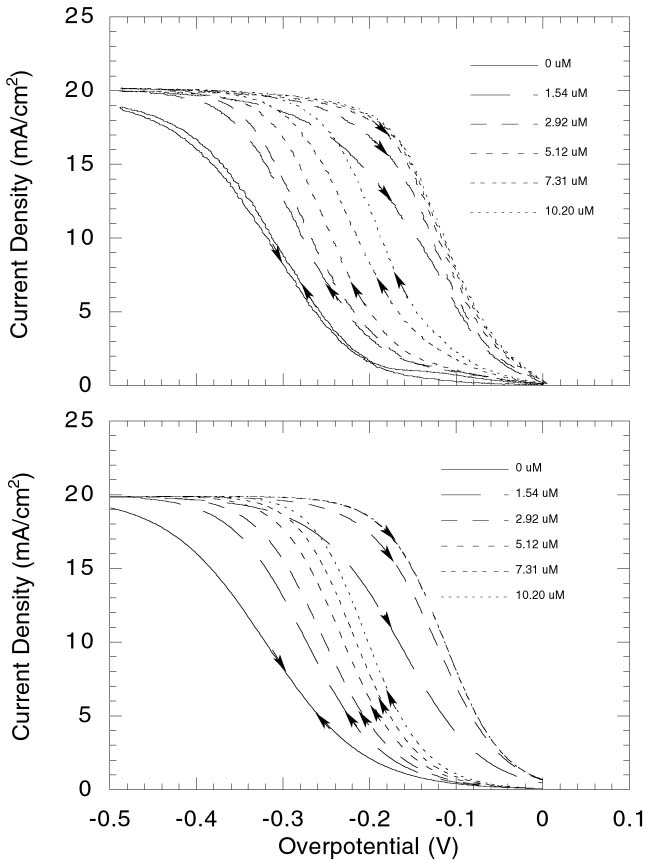
Figure 1. (top) Experimental current-voltage curves
for copper deposition on a flat copper substrate in
electrolytes containing a deposition inhibiting additive plus
varying amounts of an accelerating additive. Note the
hysteresis and the saturation at high concentrations. (bottom) Fit
of accelerator accumulation used to extract kinetic
parameters for the Curvature Enhanced Accelerator
Coverage (CEAC) model of superfill.
fine features thus increases as the surface area decreases
during copper deposition. This, in turn, accelerates copper deposition.
The positive feedback cycle results in filling of the trench
from the bottom upward, i.e., superconformal deposition. The
finer the feature, the more important area change can be - it requires
an appropriately designed electrolyte composition and
appropriate deposition conditions to take full advantage of this effect.
This research, largely conducted in the past two years,
has already resulted in accomplishments and impacts of
consequence to the microelectronics industry. These include:
• Explained the significance for superconformal deposition
of hysteresis in deposition on flat copper substrates.
• Showed how the hysteretic behavior can be modeled to
extract kinetic parameters describing the rate and impact
of additive accumulation on the copper/electrolyte
interface. (Figure 1.) |
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
.jpg)
.jpg)
Figure 2 (Left side) Superfill results for
accelerator concentrations of (0, 0.5, 5 and 40) µmol/L (top to bottom).
A window for superfill exists around 5 µmol/L
concentration. (Right side) Predictions of the newest computer code for
the three finest features at (0.5 and 5) µmol/L (top and
bottom). Inclusion of diffusional effects results in voids
indicating failure to fill. Simplifications in the first NIST model
of superfill resulted in seams in features that failed to fill.
• Developed the Curvature Enhanced Accelerator
Coverage (CEAC) model that explains how accumulation
of accelerator is impacted by changing area at the bottoms
of fine features and how this effect causes
superconformal deposition.
• Developed computer codes to predict superfilling of
fine features using only the results of cyclic
voltammetry studies with flat copper substrates. The most recent
of these codes describes diffusion of the cupric ion
and accelerator through the electrolyte, interface
kinetics affecting transfer onto the copper/electrolyte
interface, motion of the interface, and the impact of interfacial
area change on accelerator concentration and local
copper deposition rate.
This information has been conveyed to U.S. industry,
academia and other national laboratories through eight presentations
given in professional society meetings attended by industry
representatives from electrolyte suppliers, analytical tool, plating
tool and chip manufacturing industries.
|
|
|
|
|
For More Information
On This Topic:
|
|
D. Josell, D. Wheeler, W. H. Huber, and T. P. Moffat, "Superconformal
Electrodeposition in Submicron Features," Phys. Rev. Lett.
87, 016102 (2001).
T. P. Moffat, D. Wheeler, W. H. Huber, and D. Josell, "Superconformal
Electrodeposition of Copper," Electrochem. and Solid-State Lett.
4, (4) C26 (2001).
T. P. Moffat, D. Josell, and Daniel Wheeler
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
High Temperature Lead-Free Solders:
Tools for the Microelectronics Industry
|
|
|
|
Increasing global concern about the environment is bringing regulatory and consumer pressure on the electronics industry
in Europe and Japan to reduce or completely eliminate the use of lead in most products. Worldwide, the microelectronics industry
has made great progress toward application of lead-free solders in the relatively benign conditions of consumer electronics. In 2001,
the National Center for Manufacturing Sciences (NCMS) completed the High Temperature Fatigue Resistant Solder Project to
address the industrial need for lead-free solders in harsh environments, such as encountered in automotive under-the-hood
applications. NIST played a leadership role in this research project, chairing the alloy task group and providing definitive, timely materials
data and critical analyses needed for evaluating candidate solders, leading to the development of new lead-free solders with
excellent performance, outperforming industry-standard compositions.
|
|
|
|
|
Microelectronics assembly has, from its infancy, been based
on tin-lead eutectic solder, a mixture of tin and lead that melts
at 183 °C. In recent years there has been an increasing need
within the avionics, telecommunications, oil exploration, and
automotive industries for solders which perform reliably at
ever-higher temperatures, temperatures which approach the melting point
of tin-lead eutectic. Such harsh environment applications
require solders with melting points higher than that of tin-lead
eutectic in order to achieve the required reliability. In addition,
recent legislative and marketing pressures in Europe and Japan
have pushed U.S. manufacturers to pursue lead-free solders for
all microelectronics applications, leading to the double challenge
of developing high temperature, Pb-free solders.
In 1996, the National Center for Manufacturing
Sciences (NCMS) initiated the High Temperature Fatigue Resistant
Solder Project to address the need for high temperature, high
reliability solders in response to a need identified and defined by a
number of companies in the microelectronics, automotive, avionics
and telecommunications industries.
The resulting consortium, consisting of eight industrial
corporations, academia and NIST, has completed its four-year program.
Consortium members include Allied Signal, Amkor
Technologies, Delphi Delco Electronics Systems, Ford Motor
Company, Heraeus Corporation, Indium Corporation, Johnson
Manufacturing, Rockwell International Corporation, Iowa State
University, and NIST. The goal of the project was to
determine whether highly reliable, nontoxic, cost-effective substitutes
could be found for high lead and Sn-Ag eutectic solders in
harsh environments.This goal required gaining extensive knowledge
of the properties and manufacturability of alternative solder alloys.
The project members initially identified about 200
candidate solder compositions. Experimental measurements on 52 of
the alloys were made to characterize melting and wetting
behavior and reactions with substrates during prolonged exposure at
high temperature. A thermal-fatigue screening test was run on 12
of the most promising Pb-free alloys. From these candidates,
7 alloys were chosen for full scale manufacturing and
reliability trials, utilizing a variety of surface mount components cycled
up to 160 °C.
The project was divided into two major task groups _ the
Alloy Selection and Characterization Group and the Testing Group.
In addition to chairing the Alloy Task Group throughout
the project, NIST performed various other critical roles. As part
of the initial assessment, NIST surveyed 12,000 binary and
ternary metallic phase diagrams to identify eutectic compositions
and congruently melting compounds with potential as
candidate solder alloys. NIST had a leadership role in formulating
the down selection criteria, and conducted the metallurgical
analysis and metallography for the project. NIST also coordinated
the
|
|
.jpg)
.jpg)
Figure 1. Plastic leaded chip carriers on ceramic (top)
and polymeric (bottom) substrates assembled with
Pb-free solders and surface finishes.
final analysis of the data, the determination of conclusions
and recommendations, and the writing of the NCMS final report.
The High Temperature Fatigue Resistant Solder Project
was summarized in an invited article in Advanced Materials
and Processes, April 2001, written by NIST staff. In addition,
a technical paper presented by NIST was selected as one of the
5 best papers out of 58 presented at the TMS 2001
Annual Meeting Symposium on "Recent Progress in Pb-Free
Solders and Soldering Technologies." This distinction included
electronic
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
publication on the web through e-JOM as well as publication
in the June issue of JOM journal (Journal of Metals).
Major conclusions of the High Temperature Fatigue Solder Project are:
• Six lead-free alloy compositions were identified that exhibit
fatigue performance during -55 °C to +160 °C cycling
of a wide range of components which is superior to
the industry standard eutectic Sn-Ag alloy.
• The seven lead-free alloys cycled with ball grid array
(BGA) packages through 0 °C to +100 °C and -40 °C to +125
°C cycling all outperformed Sn-Pb eutectic solder.
• Manufacturing of these alloys and generation of solder
pastes does not present any special problems.
• Present manufacturing equipment can be used to
build assemblies in many cases.
• Alloy costs will not be a major factor.
|
|
|
|
|
|
|
|
|
|
|
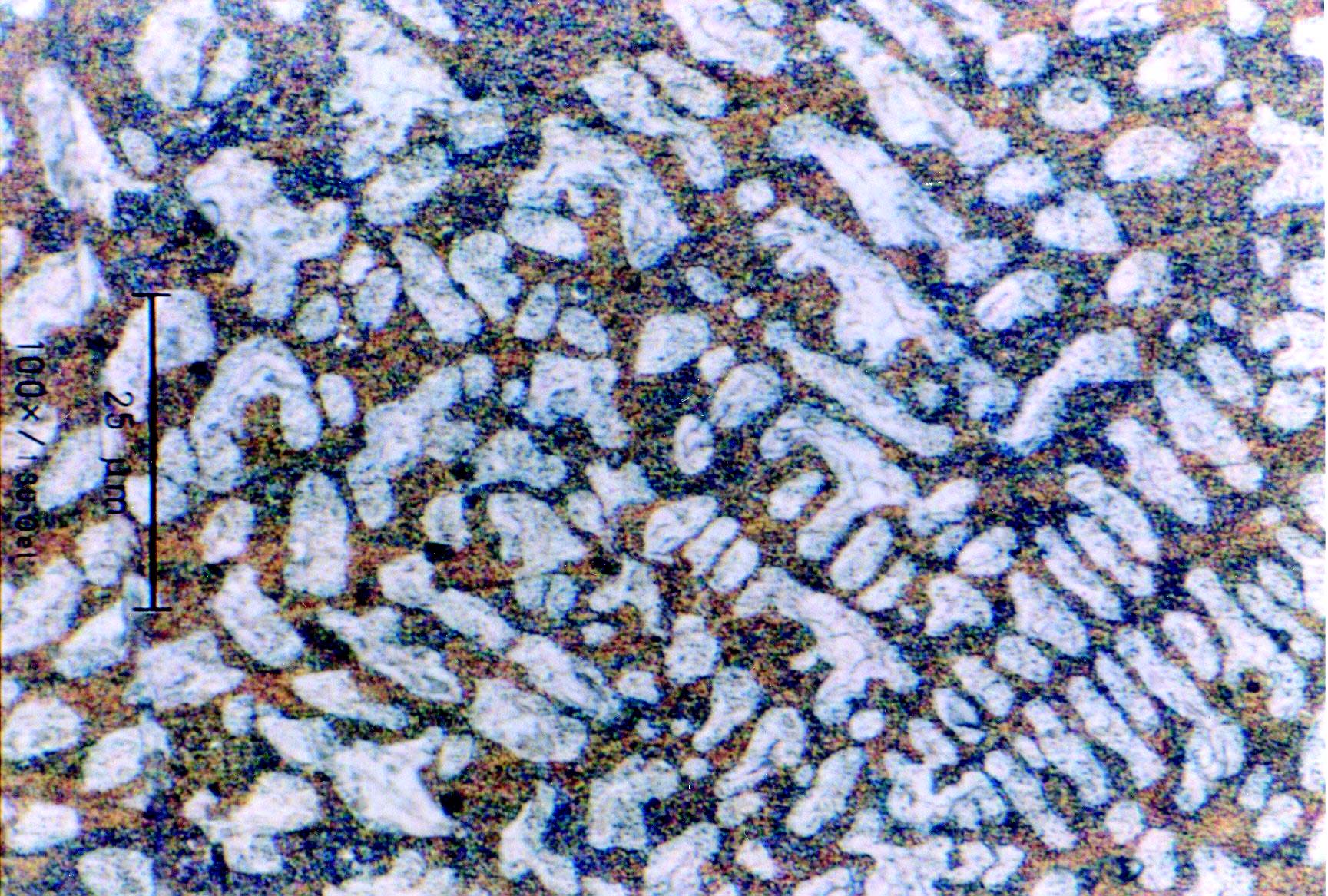
Figure 3 Microstructure of an experimental alloy.
|
|
|
|
|
|
"NIST personnel brought unique skills and expertise to
both NCMS projects [the Lead-Free Solder Project, and the
High Temperature Fatigue Resistant Solders Project]. Without
the support from NIST, both these projects would have
extended over a longer period of time and would have been more costly
to the project's industrial partners."
— Duane Napp, NCMS Program Manager
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
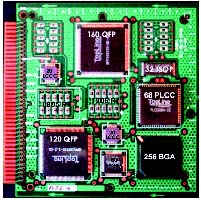
Figure 2. Reliability Test Vehicle used to
test manufacturability and thermal fatigue resistance of
a variety of surface mount components on printed
circuit boards.
|
|
|
|
|
|
|
|
|
|
For More Information
On This Topic:
|
|
NCMS High Temperature Fatigue Resistant Solder Project Final Report, NCMS,
Ann Arbor, MI, 2001. Frank W. Gayle, "Fatigue-Resistant, High Temperature Solder,"
Advanced Materials & Processes 159 (4), April 2001, p. 43-44; Frank W. Gayle, et al.,
"High Temperature Lead-free Solder for Microelectronics," JOM, June 2001, p. 17-21.
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
Process Modeling of Low Cost Powder
Metallurgy Technology for Particle Reinforced Aluminum
|
|
|
|
|
Major research efforts within the U.S. auto industry are driven by the need to reduce the weight of future vehicles to meet U.S.
Council for Automotive Research (USCAR) and Partnership for a New Generation of Vehicles (PNGV) goals. This can most readily
be accomplished by the substitution of lightweight materials for the heavy materials currently used. With the completion of this
project, NIST has assisted industry in developing a low cost powder processing technology for aluminum alloy and
particle-reinforced aluminum parts that may be substituted for iron-based powder metallurgy products. Efforts to mass produce acceptable parts
using press-and-sinter and direct powder forging are underway. The NIST part of this effort focused on modeling each step in these
consolidation processes from powder to fully dense part. Modeling provided a basis for rapidly designing successful processes.
|
|
|
|
|
Reducing the mass of certain engine components, such
as connecting rods and transmission fluid gerotor pumps, can
have a large effect on engine efficiency and responsiveness far
beyond the simple weight reduction. For this reason, these
components were targeted by the U.S. Automotive Materials
Partnership (USAMP) as candidates for their program on Low Cost
Powder Metallurgy Technology for Particle Reinforced
Aluminum. Currently, these components are produced from steel powder.
NIST provided models of many of the various processes
that had to be modified to switch to aluminum and these
contributions are summarized here. Dr. John Allison of Ford and
former Chairman of the USAMP Advanced Metals Division wrote
of the NIST contributions, "The modeling effort … is an
integral and very critical aspect of this program," and "[NIST's]
impact could eventually extend well beyond this particular project."
In collaboration with the Micromechanics Centre at
Cambridge University, a physically based constitutive law for
consolidation of reinforced powder was developed. Its validity was tested
at NIST on powders relevant to the USAMP program and found
to accurately describe the consolidation behavior of
reinforced powders. This model was implemented in a finite element
model to predict the behavior of parts having complex shapes.
USAMP funded a small business to develop the model for
the specific shapes of interest to the program. The
computer-modeling package is now available in a user-friendly,
commercially supported form.
.jpg)
.jpg)
Figure 1. Parts targeted by the USAMP project on Low
Cost PM Technology for Particle Reinforced Aluminum.
As part of the validation process, NIST developed databases
for the materials of interest. These databases included the
consolidation behavior of the various ductile phases as a function
of temperature and the effect of various concentrations
of reinforcement on this behavior. Additional modeling was
carried out at NIST to provide guidance to the efforts. For example,
one direction undertaken was to develop materials based on
blends of soft, unalloyed aluminum powder with hard,
alloyed powders. A natural question arose as to what minimum
amount of unalloyed aluminum was needed to achieve a given level
of density during cold pressing. The modeling approach
was modified to provide some guidance and the nomograph
in Figure 3 was the result. This particular figure predicts the
|
|
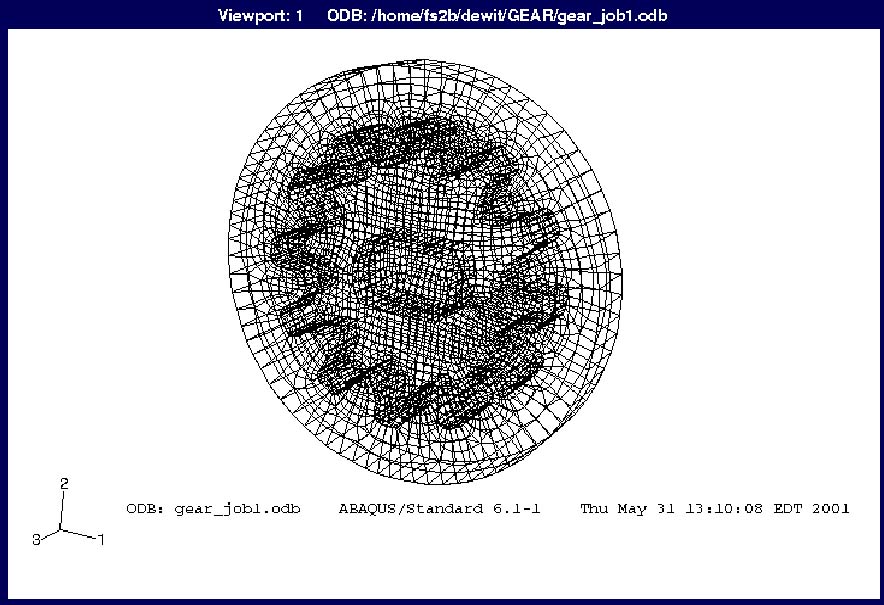
Figure 2. Finite Element Model of Gerotor Die filled
with powder that is modeled using the constitutive equation
and data developed in this project.
amount of aluminum needed to reach a relative density of 0.90
as a function of the size of the soft aluminum powder
particles relative to the hard powder particles under a pressure of
620 MPa (45 tsi). The figure can be easily changed to
address particular industrial requirements. It emphasizes the
importance of particle size on the resulting behavior.
Another area in which process modeling helped was in sintering.
In contrast to some other systems, sintering in
powder metallurgy is carried out mainly to develop strength. No
change in density is normally desired since this results in distortion
or cracking.The modeling approach adopted for this
project attempted to simply predict the time and temperature required
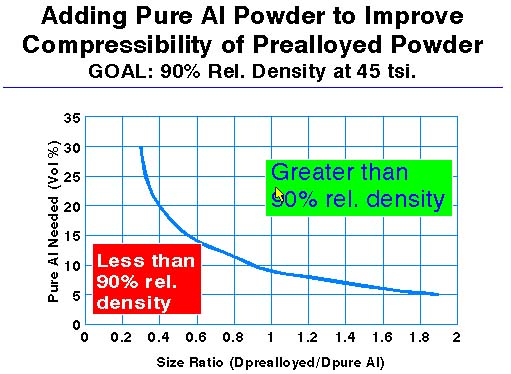
Figure 3. Effective of pure aluminum on compressability
of prealloyed powder.
to homogenize the elemental blends into the intended
alloy. Again, a strong dependence on particle size was found.
This provided guidance to the powder suppliers as to what
sieve sizes were desireable to blend to achieve homogenization on
an industrial timeframe. NIST provided assistance to this
project when an unexpected issue _ powder flowability _ stood in
the
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
way of industrial implementation. Mechanical properties
studies showed that these materials would only be successful if
a relatively fine SiC powder were used as the reinforcement.
NIST research showed that fine aluminum powders were required to
be blended with such fine SiC powders. However, the
resulting mixture would not flow down commercial feed tubes or
through feed shoes into the dies for pressing. Using the Small
Business Innovative Research (SBIR) program at NIST, modeling
of powder flowability was carried out in conjunction with a
small business. One outcome of this work was a means of using a
gas to lubricate the powder particles and make flow
possible.This technology was incorporated into the fluidized feedshoe
shown in Figure 4. It has been used to make many sorts of
powders flow from cosmetic and medicinal powders to ultrafine
carbide
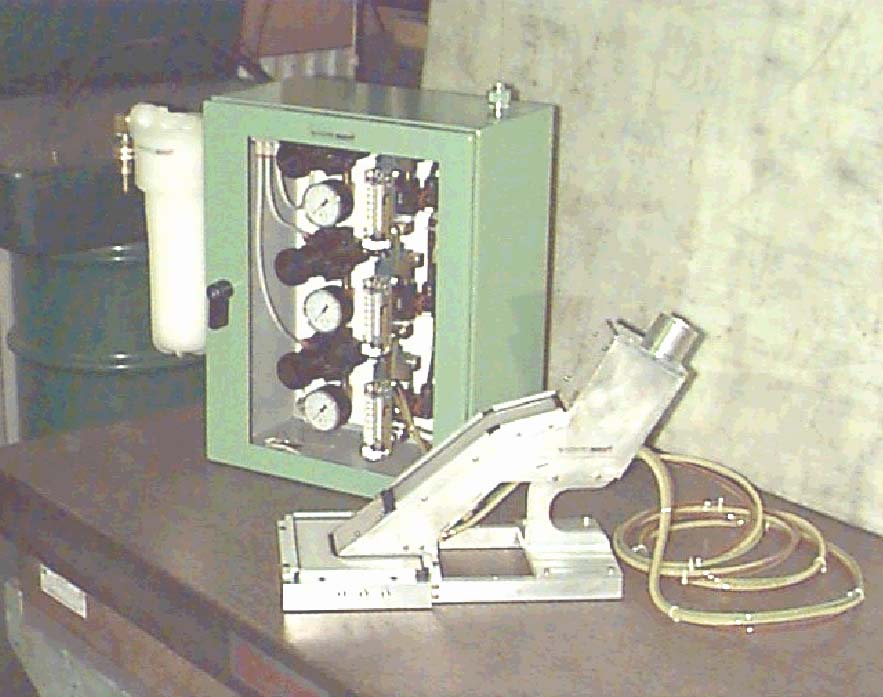
Figure 4. Fluidized feedshoe and associated equipment
for improving the flowability of fine or irregularly
shaped powders into die cavities.
powders for tools. The fluidized feedshoe is now
commercially available from a powder press manufacturer as an accessory
to their presses. It is being used by a number of U.S. companies
to make parts using fine powders or better parts using
existing powders. One unexpected outcome of the technology is
shown in Figure 5 _ improved part uniformity. This figure shows
the improved mass uniformity using the fluidized feedshoe.
This mass uniformity translates into improved dimensional
tolerances for PM parts. It also permits more rapid feeding and
increases productivity.
|
|
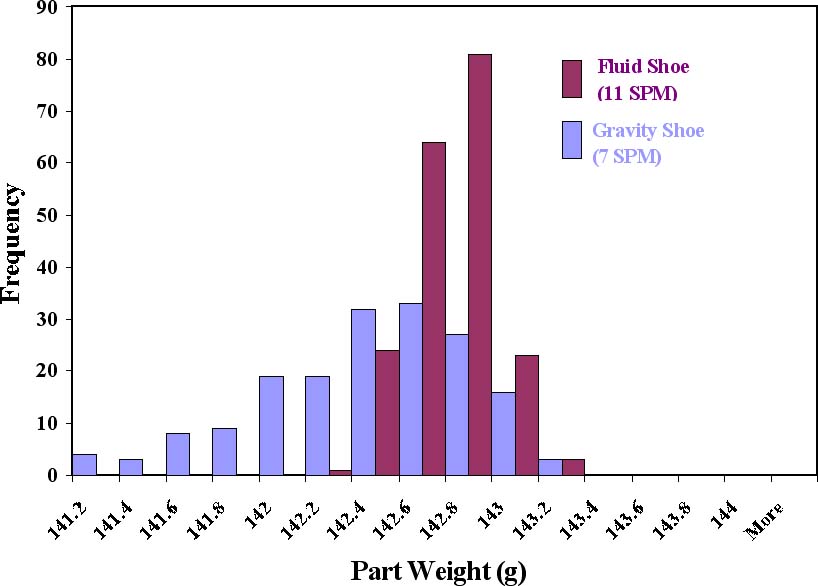
Figure 5. Weight distribution for gears made with
and without the fluidized feedshoe technology.
|
|
|
|
|
For More Information
On This Topic:
|
|
R. J. Fields, T. Zahrah, and Y. Shim
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
Standard Problems for Computational Micromagnetics |
|
|
Computational micromagnetic modeling is the dominant method used to calculate magnetization patterns and dynamics in
materials and devices on length scales from nanometers to several micrometers. The demand for accurate micromagnetic modeling is
accelerating as the industry wide trend of over 60% per year increase in bit density for hard disks creates increasing demands on our ability
to predict and control the magnetization in materials and devices. Development of new magnetic devices including magnetic
random access memory (MRAM) increasingly depends on the behavior of magnetization on nanometer length scales. Our activity in
computational micromagnetics, started in 1995, is designed to facilitate testing of micromagnetic computer codes by specifying and publicizing
a number of standard problems and then computing, collecting, comparing and publishing solutions to these problems.
|
|
|
|
|
Micromagnetic modeling is used to compute magnetic
domain structure and dynamics in magnetic materials starting
from sample morphology, materials properties, and applied fields.
This type of modeling is a very important part of device
design, particularly for read heads in hard drives and magnetic
random access memory (MRAM) cells. Micromagnetic modeling
has also contributed a large amount to our understanding of
recording processes and noise in magnetic recording media.
Our involvement in standard problems was designed to fill
a need in industrial and academic labs for a method to check
the accuracy of micromagnetic modeling software, usually
developed independently in each lab, and tested by parts, energy term
by energy term. Beyond finding "bugs" in software, the
standard problems also provide benchmarks for modeling practice
which can help to avoid errors introduced by overly
coarse discretization, or loose convergence criteria.
The standard problems were one of two action items
recommended in the initial workshop of the micromagnetic
modeling activity group (mMAG) that drew approximately 100 attendees.
This workshop was held as an evening session at the
1995 INTERMAG conference, and was sponsored by MSEL's
Center for Theoretical and Computational Materials Science.
The standard problems were designed with the following
criteria in mind:
• Geometries and materials properties should be similar to
"real-world" applications.
• Specifications should be loose enough to allow
different computational methods to be used, but tight enough
to ensure that results can be meaningfully compared.
• The scope of the problem should be small enough that it
would not be too expensive in manpower or computational
time to compute a solution.
• The problems should be significant enough to allow
solutions to be published in the usual scientific journals.
The specifications for the standard problems presented
below were all written by NIST, based on suggestions received
from members of the micromagnetic modeling community.
Solutions to these problems were calculated by NIST and by
contributors from across the globe. Detailed specifications and results
are available on the mMAG website:
http://www.ctcms.nist.gov/~rdm/mumag.html
Standard Problem #1 is a 1 mm x 2 mm x 20 nm rectangle
of material with properties to mimic Permalloy, and the
requested results are hysteresis loops and magnetization patterns
obtained at zero applied field. When the first few submitted results
were
|
|
found to have wide disagreement, we quickly decided to
protect the contributors by collecting results anonymously.
Nine solutions were collected and posted on the mMAG website
with widely varying results. While Standard Problem #1 may
be regarded as a failure regarding its use in checking
micromagnetic software, it remains important as the first attempt at a
public standard problem in micromagnetics, and as a
computational challenge.
Standard Problems #2 and #3 were developed from
discussions at a second mMAG workshop held as an evening session of
the 1998 Joint MMM-INTERMAG conference.
Standard Problem #2 is a variable-sized bar of material
with aspect ratios of 5:1:0.1. All lengths are expressed in units of
the magnetostatic exchange length, which is a function of the
material exchange stiffness constant and the magnetization. The
results collected for comparison are the coercive field and the
remanant magnetization as a function of the width of the rectangle.
Four solutions for Problem #2 have been collected and posted
on the mMAG website. Three of these results were first
presented at the MMM'99 conference in a special evening session
on micromagnetic standard problems. The attendees,
numbering more than 100, were delighted to see good agreement
between results calculated independently and by different methods.
The fourth Problem #2 result is our revision of our earlier result
and an analytical result for the coercivity in the limit of a
small particle.
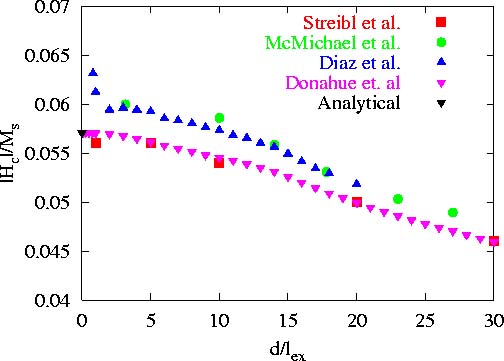
A comparison of coercivity values calculated for
Standard Problem #2.
Standard Problem #3 is specifically designed for 3-D
calculations. The object is to calculate the minimum energy
magnetization configuration for a cube of material with some
uniaxial anisotropy. For small cubes, the minimum energy
configuration is a "flower" state, and for larger cubes, the expected
minimum energy state is a "vortex" state. The result collected
for comparison is the critical length of the cube edge for which
the energies of the two states are equal. One of the
submitted results revealed a surprise "twisted flower state" which
has lower energy than either the flower state or the vortex state.
|
|
|
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
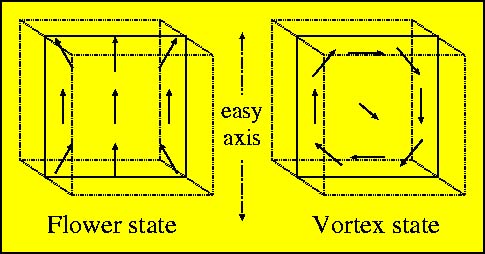
Diagrams of the flower state and vortex state from
the specification for Standard Problem #3.
Standard Problem #4 is designed to test dynamic
calculations based on Landau-Lifshitz-Gilbert equations of motion.
The details of magnetization dynamics are becoming more
important for magnetic recording as data rates increase, and for
MRAM development, the details of switching behavior are critical.
In Problem #4, switching is calculated for a 500 nm x 125 nm
x 3 nm rectangle of Permalloy starting from an equilibrium state
in zero applied field. One of two specified applied fields
are turned on to induce switching, and the magnetization
dynamics are traced as a function of time. For one applied field,
the magnetization rotates in the same direction everywhere in
the sample, but for the other, the switching is more
complicated, with rotation starting in one direction near the ends of the
bar and in the other direction in the middle.
(a)
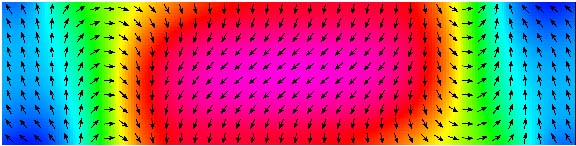
(b)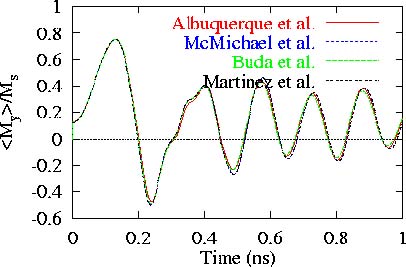
Snapshot of the magnetization during reversal (a) and
(b) magnetization dynamics from Standard Problem #4.
|
|
These micromagnetic standard problems provide
computational physicists and engineers in industry and academia
with benchmarks for micromagnetic software development
and micromagnetic modeling practice. By assuming a leadership
role in the field, by providing standard problem specifications and
by providing electronic access to submitted solutions including
our own solutions, we have raised the quality of
micromagnetic modeling, and we have provided a means to assess the
reliability of micromagnetic modeling results for modelers and for
their customers. NIST could not have made these standard
problems without the contributions of colleagues across the
globe, especially in Europe, who computed and provided solutions
to the standard problems.
|
|
|
|
|
For More Information
On This Topic:
|
|
Standard Problem specifications and results are published on the
mMAG web page: http://www.ctcms.nist.gov/~rdm/mumag.html
R. McMichael, (NIST/MSEL) and M. Donahue and D. Porter (NIST/ITL)
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
Particle Temperature Measurement Issues for Thermal Spray Processing
|
|
|
|
|
Temperature and velocity measurements of particles and droplets provide important process parameter data for modeling and
control of the Thermal Spray (TS) coating process. Accurate measurement of particle temperature using non-contact temperature
sensors depends on the use of appropriate sensor calibration procedures. In this project completed this year, we demonstrated
several methods for calibrating two-color optical pyrometers including a high temperature blackbody and a tungsten ribbon standard lamp
as calibration sources. Comparing the different methods shows that the absolute temperature and wavelength-dependent emissivity of
any non-blackbody calibration source must be well known to obtain an accurate sensor calibration. Further, emissivity data on
individual heated particles were shown to improve the accuracy of particle temperature measurement by two-color pyrometry.
|
|
|
|
|
In the air plasma thermal spray (TS) process for
producing coatings, solid particles are injected into and heated by a
plasma jet. From the beginning of the injection process
through interactions with the plasma jet, the particles will have
wide ranges of temperatures, velocities and trajectories that
then translate into a microstructure as the impinging particles
solidify to form the coating layer. Particle diagnostics within the
TS plume are favored as a means of improving process
reproducibility because they yield information on both the physics of
the coating process itself and the process variability. TS
particle sensors fill two roles. They are used in quality control
operations to "tune" thermal spray torches to ensure
consistent coating deposition. They are also widely used in thermal
spray research, including developing parameter sets for new
spray materials, evaluating improved spray torches, and
studying relationships between processing conditions and
coating properties. Such diagnostics make rational process
improvement possible, a difficult endeavor when only process settings,
such as torch power or gas pressures, or a final coating property
can be measured.
These important particle data are provided by
non-contact optical temperature and velocity measurements from sensors
and software that process light intensity readings from
particles within the TS plume. Two-wavelength ratio pyrometry
is usually employed for measuring particle temperatures because
it is insensitive to particle size, absolute emissivity and
particle position within the sensor field of view. It requires only that
the particle emissivity not vary over the operating wavelengths
of the sensor, known as the graybody assumption.
Several approaches are now available: 1) Single particle,
non-imaging sensors that collect data one particle at a time and average
the results from several particles at the same location or, by
moving the sensor position, within a defined area; 2) Particle
ensemble, non-imaging techniques that acquire data related to some
average temperature and velocity of the particle stream; and 3)
Imaging pyrometry that measures multiple individual particles
simultaneously by focused imaging of a large volume of the
spray plume. Temperature measurement using these optical
techniques requires a calibration procedure to provide the
appropriate coefficients for conversion of the measured light intensities
to temperature values.
In the last few years NIST has been working to assess
industry needs and address several of these non-contact
temperature measurement issues. Industry needs have been determined
by reviewing published papers and reports, discussions
with colleagues, and through workshops (several sponsored by
NIST) focused on issues related to the TS coating industry. At
the Workshop on Non-Contact Thermometry held at NIST
in October, 2000, the importance of absolute
temperature measurement and traceability for industrial applications
was
|
|
discussed. At the recent workshop on Thermal Spray
Process Reliability held at NIST in January, 2001, the consensus
was that the reproducibility and reliability of TS coatings need to
be improved in order to realize the full benefits of this technology.
As a possible solution, representatives of industry and
academe expressed interest in combining process measurements
with coating property data into an integrated database that
would provide guidance in the use of thermal spray technology
to coating developers and potential users alike. Their hope is
that improved process measurements, coupled with
increased awareness of thermal spray as a well-understood means
for enhancing surface properties and synthesizing novel
materials will expand its broad-based benefit. A report is available
that includes the workshop presentations and discussions
(NISTIR 6776.)
During the Thermal Spray Process Reliability
workshop, specific questions were raised concerning the calibration
of particle temperature sensors, and how the properties of
the particles being measured (e.g., composition, oxidation,
etc.) affect the accuracy with which temperature is determined.
In response, the Metallurgy Division has taken steps to
outline recommended calibration procedures for thermal spray
particle temperature sensors and to provide particle emissivity data
for improving temperature measurement accuracy.
Current work on calibration procedures has involved
evaluating the use of tungsten standard ribbon lamps as calibration
sources for two-color pyrometers. Tungsten lamps are used
because they are readily available, but because of their deviation
from graybody behavior they are not as suitable as an ideal
blackbody calibration source. Errors caused by the deviation from
graybody behavior are shown in Figure 1. They can be corrected
using tungsten emissivity data available in the literature, or by
direct measurement of the emissivity of the lamp by spectroscopy.
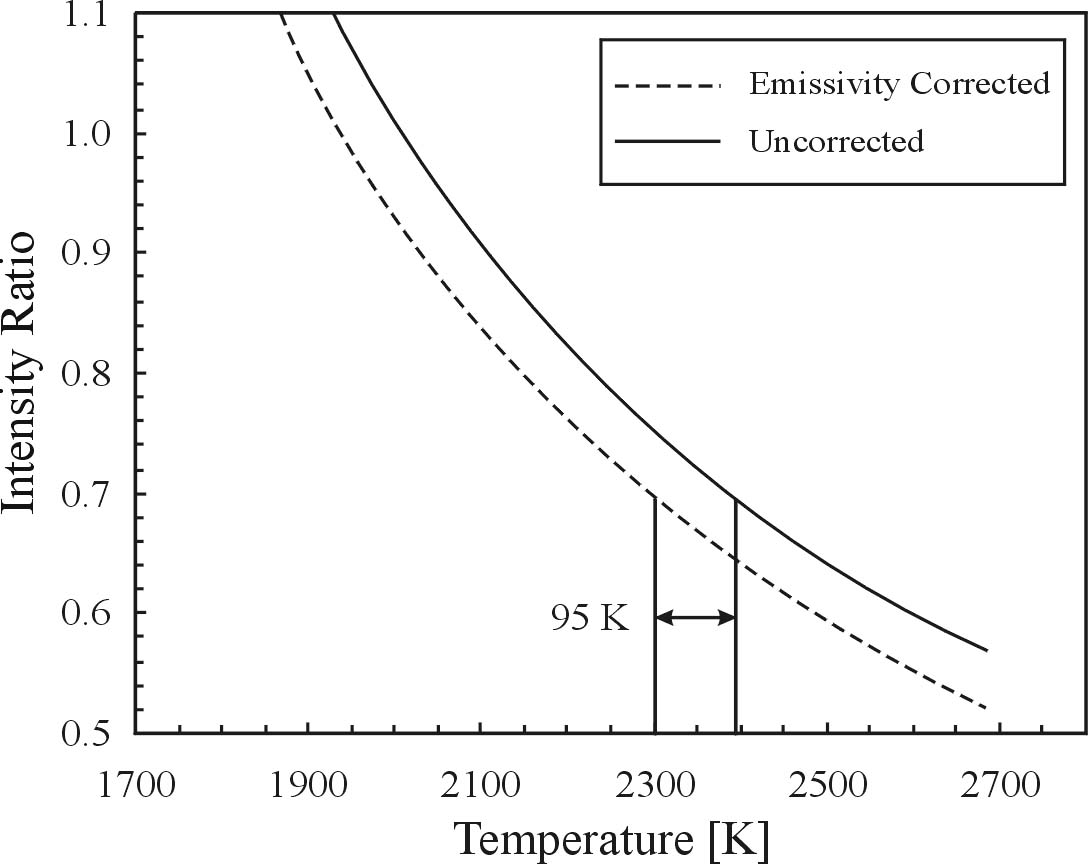
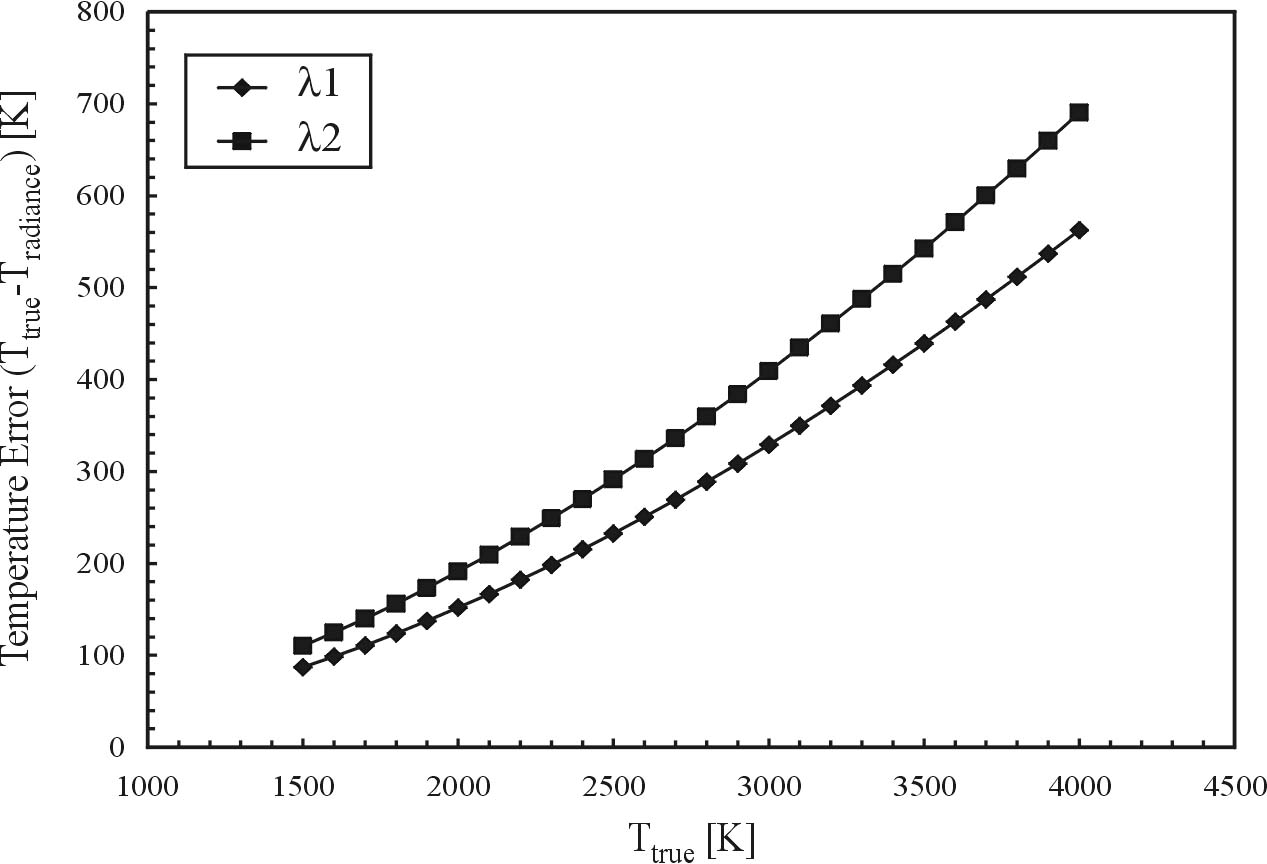
An additional calibration issue involves the fact that
tungsten lamps are typically calibrated to serve as radiance
temperature standards. These lamps are appropriate for calibrating
single-color but not two-color pyrometers. The reason is that
the radiance temperature scale, which is defined for a
perfectly radiating surface (e.g., blackbody, e = 1), is meaningful only
at the calibrated wavelength of the lamp, and therefore
it cannot be transferred to a pyrometer that operates at two
wavelengths. Absolute temperature of the filament must be determined
and used instead. Radiance temperature can be converted to
absolute temperature using the normal spectral emissivity of tungsten
at the lamp wavelength. Though easily addressed, this error is
often overlooked, resulting in serious systematic errors in
particle temperature measurements. Figure 2 shows the errors
incurred using radiance temperature rather than absolute temperature
in the calibration of a generic two-color pyrometer. The accuracy
of
|
|
|
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
these corrections using literature data is evaluated by
comparing the resulting calibration to calibrations obtained using a
blackbody.
With the transfer of these results throught the
technical literature, our project on Thermal Spray Processing has
now been successfully completed.
|
|
|
|
|
|
|
|
|
|
|
|
|
Figure 1. This figure shows the effect of the deviation
from graybody behavior of the calibration source for a
two-color imaging pyrometer.
|
|
Figure 2. This graph shows the error associated with
the use of radiance temperature rather than true
temperature in the calibration of a generic two-wavelength
pyrometer operating at l1 = 700 nm and l2 = 900 nm. The
calibration source has a normal spectral emissivity
of e = 0.43.
|
|
|
|
|
|
For More Information
On This Topic:
|
|
S. D. Ridder, Thermal Spray Process Reliability: Sensors and
Diagnostics, NISTIR 6776, August, 2001. S. D. Ridder, F. S. Biancaniello, S. P. Mates, and R. D. Jiggetts
(NIST/MSEL)
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
NIST Research for Springback Predictability and Sheet Metal Forming in the Auto Industry
|
|
|
|
|
Market and regulatory pressures are driving the automotive industry to develop and use new materials and manufacturing
methods while competitive pressures are forcing them to keep costs low and reduce the time required to bring a new vehicle from concept
to market. Current automotive production technology has evolved around stamping of relatively low strength steel to form
automotive body panels and components. While this approach was acceptable when designs and materials were not changing dramatically,
this process of die design and tryout may limit U.S. automakers' abilities to utilize new materials in their designs or to bring a new
design rapidly to market. NIST has been working with the automotive industry to improve the die design process and reduce die
development and tryout costs.
|
|
|
|
|
One area that has long been a concern to the auto industry,
but has become a major concern due to the increasing pressure to
use lighter materials and reduce die development time and costs,
is springback. When the material being formed is a low
strength material, springback from the die face following stamping will
be relatively small and can be accounted for by experience
and during die tryout. This sitation is no longer the case - new,
higher strength steels and aluminum alloys have greater
springback magnitudes; designs of increased complexity are often
accompanied by unpredictable springback magnitudes and directions;
and demands continue for reduce time to market. These
factors point to the need for spingback to be addressed earlier in the
die design, development and tryout process.
The industry thus needs better predictive models based on
a sound fundamental understanding of springback phenomena
and appropriate measurements, standards, and data. In response
to this need, a consortium of aluminum and steel producers,
a software company, and the three automotive manufacturers
and their suppliers received support from NIST for 5 years
to develop finite element software that can predict springback.
The resulting ATP Springback Predictability Project (SPP)
greatly reduced the uncertainty in springback predictions by
finite element models and brought a higher level of understanding
of springback to the sheet metal forming industry. The
ATP/SPP concluded in October 2000.
Figure 1. Plaque given to NIST staff that
presented research results to SPP during the ATP funded phase.
|
|
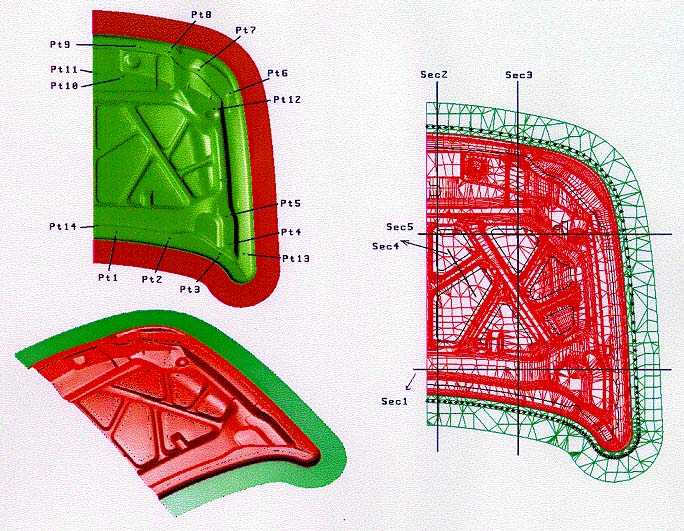
Figure 2. The inner panel of a car hood was one of
the components targeted by industry for in-depth
investigation of its springback behavior.
The Metallurgy Division was involved with this project from
its beginning, carrying on a set of parallel, non-proprietary
research projects complementing SPP activities. There were
three projects: fundamental dislocation studies,
deformation-induced surface roughening, and standard test methods. The
most significant contributions by these projects to a deeper
understanding of springback and forming in general were:
• A model based on percolation theory was derived to
describe and predict the movement of dislocations through a
work-hardened microstructure.
• Analyses and experimental measurements demonstrated
the importance of anelastic effects in plastic deformation
and springback.
• A new experimental technique, ultra small angle x-ray
scattering (USAXS) imaging, was shown to hold promise as a
useful tool for studying dislocation structures
in situ. When a USAXS scan is made, the data are in the form of a
slit-smeared scan through a single-direction in
reciprocal space. Once a scan is made, interesting features can
be identified and the analyzer crystals can be set to a
specific location on the scattering curve. The sample can then
be imaged through the analyzer stage. What makes
this technique potentially useful is that USAXS imaging
can select weak scattering components (such as
dislocations) and form the image from just these components.
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
• The influence of microstructural and compositional
differences on the roughening rate during uniaxial straining
was determined. A generic model for
deformation-induced surface roughening was developed.
• A biaxial test facility was set up at NIST to generate
well defined multiaxial strain states to simulate
forming conditions and develop standard measurement methods.
• A well attended conference on the fundamentals of
dislocations and plasticity was held at NIST to provide U.S.
industry with the most up-to-date science.
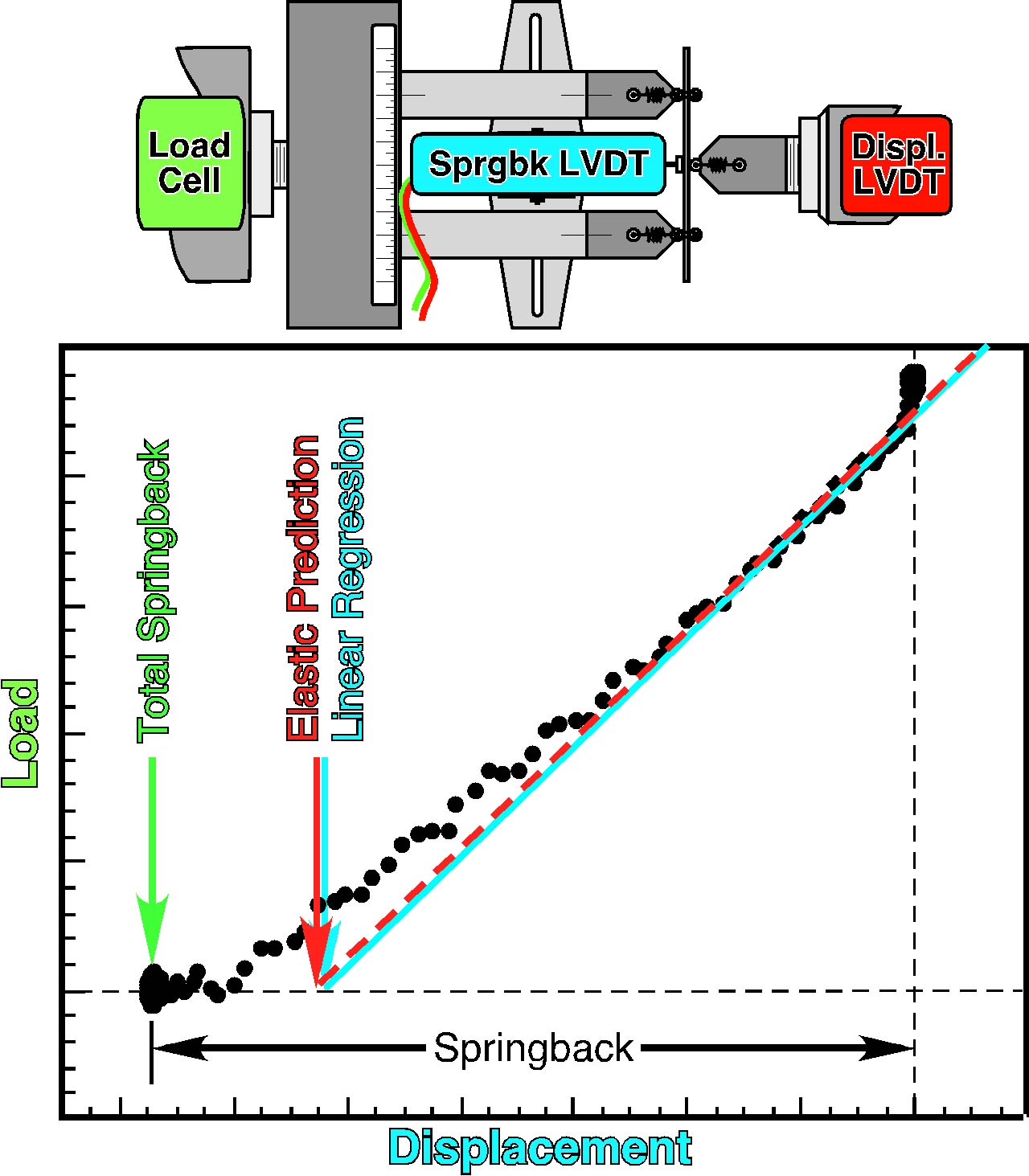
Figure 3. Springback measured in 3-point bend
showing linear and non-lined components.
The Springback Predictability Project and joint
venture partnership was considered so successful that industry
decided to continue its activities with their own funds after ATP
support ended. A poll was taken of the industrial members to decide
the assignment of priorities to a list of 17 activities.
Continued interaction with the NIST forming research effort was
ranked second highest in priority.
NIST has responded to this request from industry. The
three projects that arose from the initial industrial interaction form
the
|
|
basis of the Forming of Lightweight Materials Program
described in this Annual Report of the Metallurgy Division. Some
specific actions to address the industrial needs are:
• The conclusion that anelastic recovery may be able to
account for this remaining uncertainty was well received by
the SPP members. To enable obtaining a better
understanding of the role of anelastic deformation in springback
and dislocation dynamics in surface roughening, a
dynamic mechanical analyzer was purchased. This system
is capable of testing mechanical testing at frequencies up
to 200 Hz and temperatures from (_150 to 600) °C with
a strain resolution of 1.0 nm. This system can be used
for dislocation damping (internal friction)
measurements, creep, stress relaxation measurements, and anelastic
strain recovery measurements. This system will enable NIST
to relate fundamental dislocation structures and dynamics
to the deformation behavior important to the
forming industry.
• We will participate in two other industry-led consortia:
Warm Forming of Aluminum and Active, Flexible
Binder Program for Metal Stampings. Our involvement will be
to investigate the elevated temperature formability of
sheet metal by upgrading our biaxial tester to carry out tests
on heated metal. The role of roughening on friction will
also be pursued to improve predictability.

Figure 4. Inner panel of car hood.
|
|
|
|
|
|
|
|
|
For More Information
On This Topic:
|
|
R. J. Fields, T. Foecke, L. E. Levine, and R. E. Ricker (NIST/MSEL)
|
|
|
|
|
|
|
|
| Back to the top |
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
Thermodynamic and Kinetic Modeling of Multicomponent Alloys
|
|
|
|
|
|
Commercial alloys rarely consist of only two elements and some contain up to 10 elements. In addition, many important
industrial processes rely on diffusion to control the formation and dissolution of precipitate phases within a matrix or at an interface.
The development of thermodynamic and diffusion databases enables the extrapolation of these properties from binary and ternary
systems to needed higher order systems. NIST's development of such databases for Ni-base superalloys allows the modeling of
various processing applications. The approach has been shown to give reasonable predictions for complex alloys and provides a
compact storage method for vast quantities of data.
|
|
|
|
|
|
During the last decade, researchers from the Metallurgy
Division have collaborated with scientists from universities and
industry on several projects with emphasis on modeling tools for
the design and manufacture of superalloys. Structural parts
made from superalloys not only must withstand extended periods
of service at high temperatures, but also must tolerate
severe environmental conditions, such as highly corrosive fumes from
a jet engine. In addition to the increased performance required
for aerospace applications, the performance demands for
land-based energy applications are also increasing. The traditional
approach for development of a new alloy relies on the knowledge
and experience of the engineer, which can be costly due to
the significant amount of testing required to obtain the
correct properties.
Two projects, the NIST-sponsored Consortium on Casting
of Aerospace Alloys and the DARPA-sponsored
Investment Casting Cooperative Arrangement, focused on the modeling
of casting processes. For these projects, the Metallurgy
Division developed phase equilibria subroutines, which used a
modified version of public domain software code, and constructed
a thermodynamic database for Ni-based alloys. On the basis
of these subroutines, programs were developed that
perform equilibrium (lever) and Scheil solidification calculations
for multicomponent alloys. UES Software, Inc., implemented
these codes into ProCASTTM, a finite element method
software package for the simulation of casting processes. The
original NIST Ni-superalloy thermodynamic database includes
9 elements, Ni-Al-Co-Cr-Mo-Re-Ta-Ti-W, and is based
on critically evaluated literature work and NIST work on
Co-Mo, Co-Ti, Co-Re and Re-Ti systems. Figure 1 shows the results
of the assessment of the Co-Ti system. This database includes
all known phases in this 9-component system. Recently,
the description of the liquid, g, and g' phases were expanded
to include Hf. Electronic versions of the NIST database have
been distributed to various industries, universities, and
national laboratories.
As a result of this work, the detailed solidification behavior
for Ni-base superalloys can be predicted. This has improved
the quality of solidification simulations for investment castings,
by providing more reliable predictions of casting defects, and
thus allows industry to eliminate the need for extensive testing
of many castings to reach an acceptable design.
In addition to a dependence on multicomponent
thermodynamics, a wide variety of Ni-base superalloy applications
are made more complex by diffusion processes, including
solidification, homogenization, g' precipitation, bonding and
repairing processes, and protective bond coats. Many of these
industrial problems can be addressed using a commercial
finite-difference diffusion simulation code that incorporates
composition-dependent diffusivities combined with
multicomponent
|
|
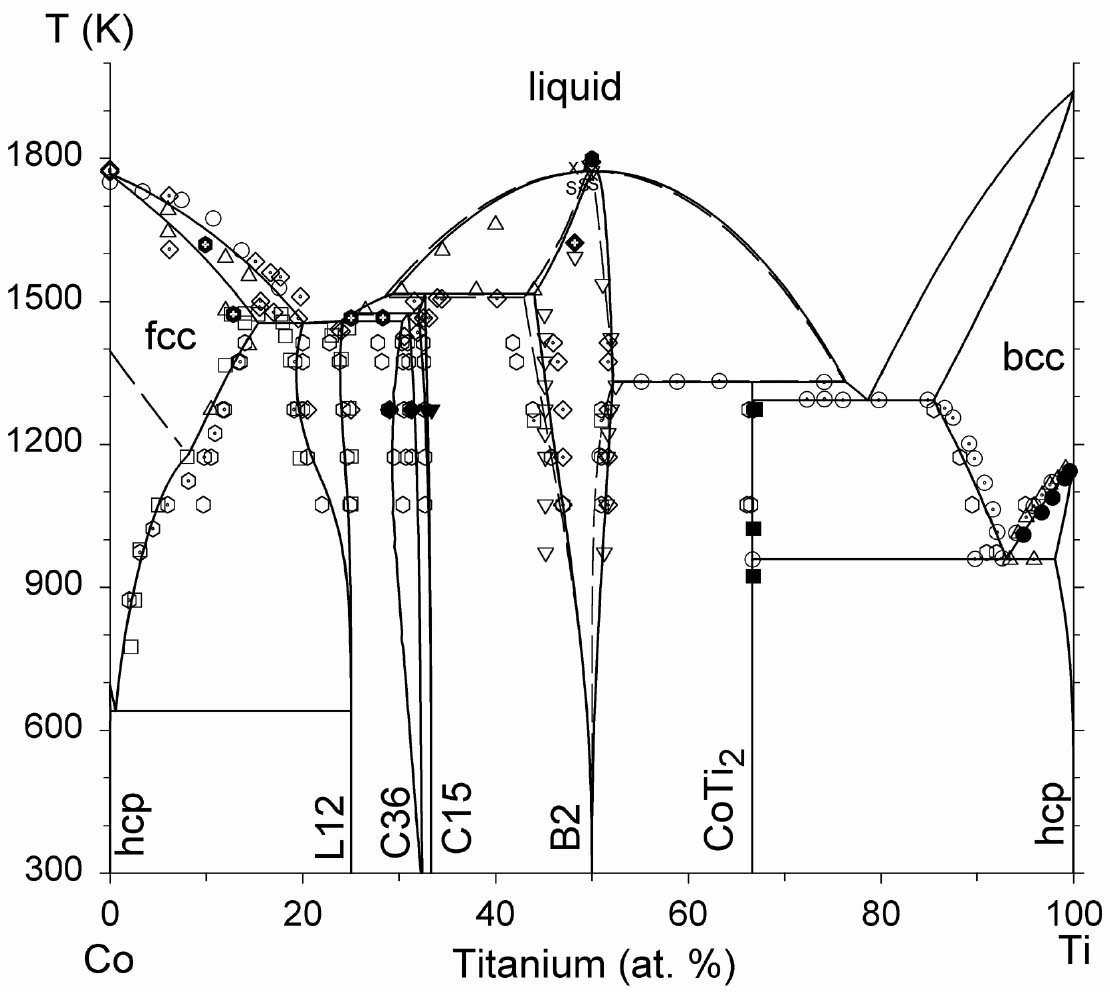
Figure 1. The assessed Co-Ti phase diagram
(lines) compared to selected experimental data (symbols)
thermodynamics. The first step in modeling these
multicomponent multiphase diffusion problems is the development of
a multicomponent diffusion mobility database. This database
is used in conjunction with the developed thermodynamic
database to calculate the composition-dependent diffusivities for a
given phase. As part of a General Electric-lead DARPA project
for Accelerated Insertion of Materials (AIM), NIST is developing
a diffusion mobility database for Ni-base superalloys. The
NIST mobility database can be used in conjunction with the NIST
Ni-superalloy thermodynamic database, as well as other
commercial thermodynamic databases.
The diffusion data in various constituent binary systems
have been assessed to establish this multicomponent
diffusion mobility database. The initial diffusion mobility database
is focused on substitutional diffusion in the g (fcc) phase for
the Ni-Al-Co-Cr-Hf-Mo-Nb-Re-Ta-Ti-W system. The
mobilities determined for the self-diffusion of the components in
the metastable fcc phase (where applicable) are consistent with
the well-known correlation of melting point and diffusivity.
The general agreement of calculated and measured diffusion
coefficients in the Ni-Co-Cr-Mo and Ni-Al-Cr-Mo systems
demonstrates the validity of the database for the extrapolation to
higher order systems.
The current diffusion mobility database has been
distributed electronically to various industrial partners who are
evaluating the database and providing additional experimental data
for further validation of the database. One such validation, which
is in progress, compares the simulation diffusion profile
between two commercial Ni-base superalloys in the
single-phase g (fcc)
|
|
|
|
|
|
|
|
| Back to the top
|
|
|
|
|
|
|
|
|
|
|
|
Technical Highlights
|
|
|
|
|
|
region with experimental results. Figure 2 shows the
composition profiles predicted from a diffusion couple simulation
using the current mobility database.
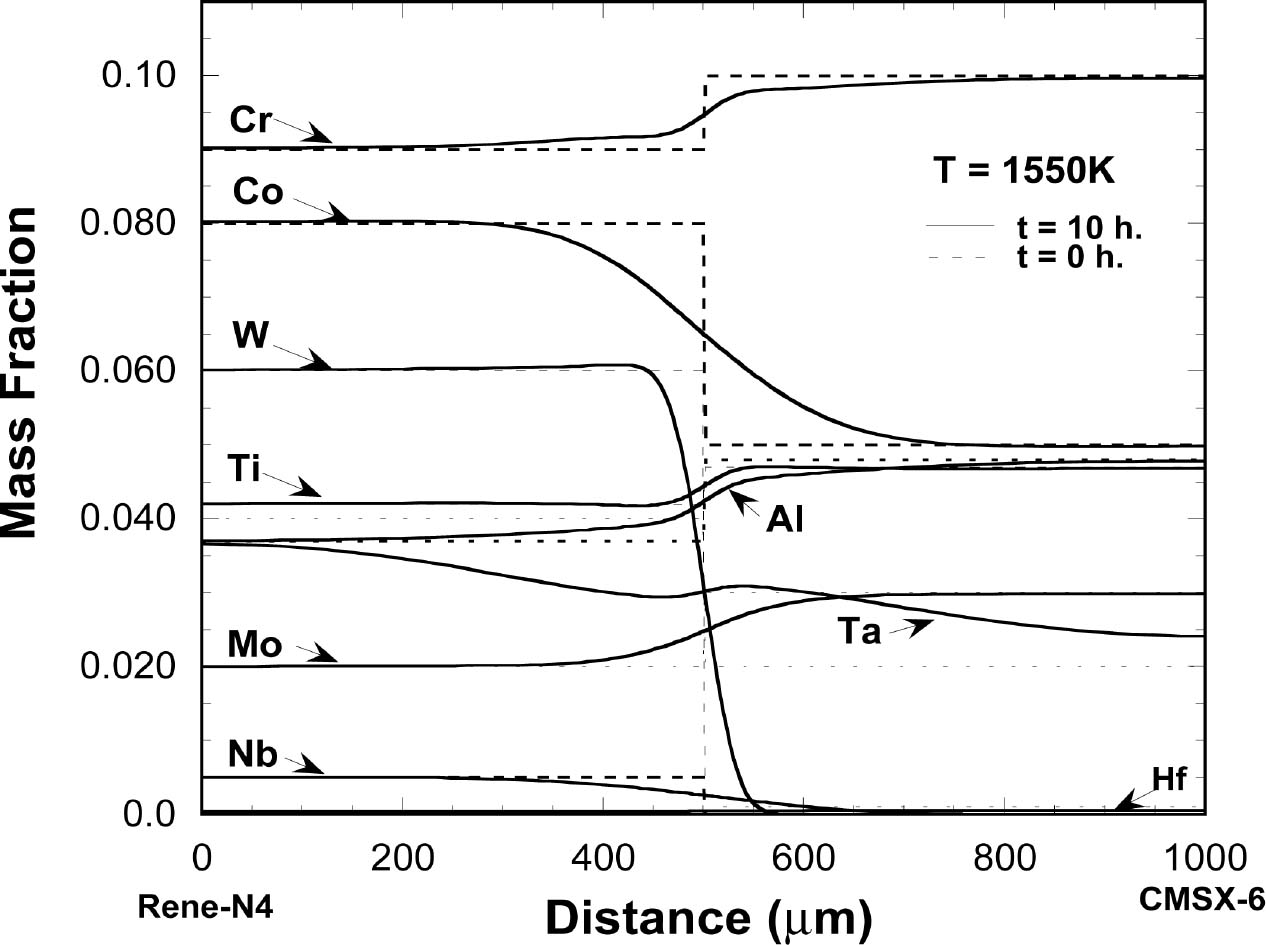
Figure 2. Composition profiles predicted for a
diffusion couple of René N4 and CMSX-6 superalloys in the
single-phase g (fcc) region at 1550 K for 10 h.
In addition to the prediction of diffusion profiles
between commercial superalloys, an approach that combines
multicomponent thermodynamics and diffusion is being utilized
to determine the g' particle size and g' particle size distribution
that is obtained after solidification and heat treatment. Also,
diffusion simulations can be used to optimize the heat treatment
schedules for cast superalloys to avoid incipient melting while
minimizing cost. Further advancement of multicomponent
multiphase diffusion simulations includes modeling the diffusion in
the ordered g' phase and development of a more
user-friendly electronic diffusion database for public use.
NIST's work on multicomponent thermodynamics and
diffusion has been widely recognized by various forums including:
• The 1998 Award for Excellence in Technology Transfer by
the Federal Laboratory Consortium for "Transfer to
the Aerospace Industry of Technology Developed for use
in the Analysis of Advanced Casting Processes"
(together with other researchers from MSEL and CSTL) .
• The 1999 Department of Commerce Gold Medal and the
2001 TMS Bruce Chalmers Award were both bestowed on
W. J. Boettinger, partly for his work in
solidification research.
• The paper "Thermodynamic Assessment of the
Co-Mo System" was awarded the 2001 Alloy Phase
Diagram International Committee Award for outstanding
evaluation of phase equilibria data.
|
|
"The efforts of NIST researchers on the Cast Aerospace
Alloys consortium were instrumental in making solidification
science available to the foundry floor. Their efforts on developing
a thermodynamic database for Ni-base superalloys and coupling
it with solidification pathway analysis, thermophysical
property measurements, spurious grain formation studies, and
solid/liquid interface sensors have significantly increased our
understanding of solidification in the investment casing process. The
success of these activities is paving the way for additional
collaborations with important commercial benefit to Howmet."
— Boyd A. Mueller, Howmet Research Corporation
|
|
|
|
|
|
For More Information
On This Topic:
|
|
"Development of a Diffusion Mobility Database for Ni-Base Superalloys",
C. E. Campbell, W. J. Boettinger and U.R. Kattner, Acta mater,
in press
W. J. Boettinger, C. E. Campbell and U.R. Kattner (NIST/MSEL)
|
|
|
|
|
|
|
|
|
|
| Back to the top |
|

